If there’s one thing that is frustrating in the decorated apparel industry and that’s Pantone color matching. Some customers are happy with “close”, some customer demand a dead-on match. It is always hard to tell when you’ll have to have everything dialed in. So how do you know who is going to be picky and who isn’t? It’s easy. You just do it right every time and you won’t have to worry. Craftsmanship isn’t for slackers.
So here’s the rule: regardless of what was mixed in the bucket, what the shirt fabric content is, what press you are printing with, if you have an underbase or not, who is printing the job, or another other excuses you are hearing from your production manager or staff (or current t-shirt printing company)…the PMS color called out must match at the end of the dryer belt. 100% of the time. There isn’t an excuse that works. It either matches or it doesn’t. Remember, an excuse is the opportunity to give failure a voice. Shut that mother up.
Below are some of the things I’ve learned these past few decades. Maybe they will help. Do I know everything? Nope. I’m still learning too, even after a few decades in this business…so if I left off your favorite way to wrestle this problem to the ground, please leave it in the comments section so others can learn too.
First before we get into the article let me state that the effects of craftsmanship are cumulative, which means that as you go around your shop if everyone is doing the right thing, the right way, at the right time you will have success. It’s like a watch ticking. It only takes one gear to go bad to make time correct only twice a day. Think about your shop. What’s your weakest link? That’s the gear you need to replace.
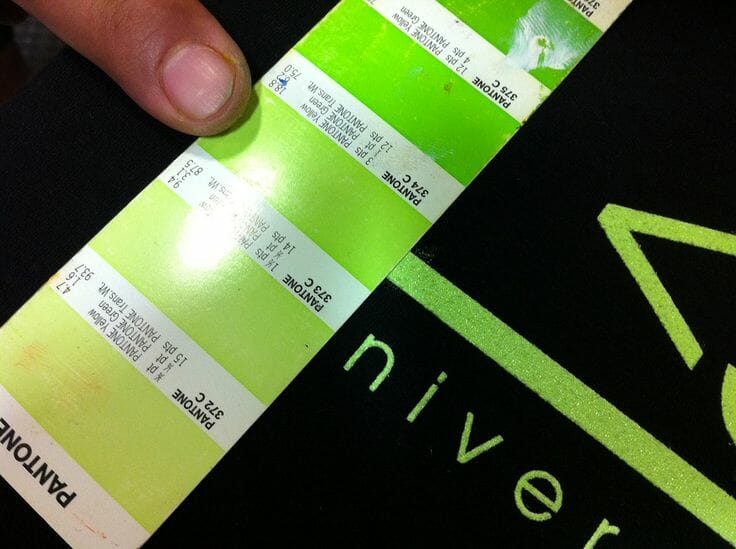
Use a new Pantone book. That five year old (or older) piece of crap? It’s junk. Colors fade, even if you’ve been really careful. Sure these books are really expensive, but not as expensive as replacing an order because you are a shade off and don’t know it. So Mr. Moneybags, get off that wallet and make sure your production crew can do the job right with the appropriate tool. You don’t think twice about putting money in other equipment that might make/save you money…so why the hesitation on a PMS book? At a minimum, replace these once every two years. Not to mention every designer these days loves to spec the colors in the 7000 range for some reason. You need a new one just to keep up and be relevant. BTW, I have yet to see anything with the new hip color of the year “Marsala”. Have you?
Get a neutral light source for color review. Let’s face it, the lighting in your shop sucks for any type of exact color management. It’s awful. There’s probably a big difference between the bluish cast out in production and the yellowish cast in the front office. Sunlight works well usually, but you can build a custom light box pretty cheap. Here are some plans I found (that I still want to do one day). In a pinch, just use the flashlight feature from your smart phone.
First mix the ink correctly. Assuming you aren’t buying the color already made (which is more expensive), you just need to be sure you are following the recipe exactly. Most colors are mixed with a combination of a base and several pigments. These are usually measured in grams, and how much you put in can have a dramatic effect on the final color if you don’t do it right. When they say 256.78 grams of a pigment…you need to put exactly that in the bucket. Do that and it will come out correctly, as specified by the ink manufacturer, every time. This is the standard place to start. Will it work for every application? Nope. Sometimes you need to adjust, and the problem is usually related to opacity rather than the hue straying off in another direction. The trick is always knowing when it might be a problem. Mandatory tip: always check the ink against a PMS book before walking it out to the production floor, regardless of how big of a hurry you are in at the time.
Document what you are doing. This means taking notes. Lots of them. Why? Six months after you used that ink concoction you dreamed up for that fantastic design, you are out of ink and need to mix another bucket. Now you can’t seem to get it right and you have a print crew standing around doing nothing but waiting on you. Talk about stress. However, if you jotted down the recipe and entered that into your ink notebook, or production system, or ink software; then you can replicate that coolness easily. Have one system and stick to it. Make it ridiculously easy for your staff to do the right thing. It pays to be a winner.
Make sure your mesh choices are correct. A lower number on your mesh count means you will be printing more ink on the shirt. A higher number on your mesh count means you will be printing less. With some colors there is a noticeable difference between the final printed color between different mesh counts with ink from the same bucket. In your shop, who determines the mesh count? Is it the artist? The sales guy? The screen room? The production manager? If you are constantly reburning screens on different mesh counts during a production run because you don’t like the printed result, you need to pick a different person or invest in some training. Choosing the right mesh count for the job is such an important step in your shop you can’t just leave the decision to the whim of an untrained person. Insist on doing it right.
Make sure your screens are built properly. You want a solid foundation for printing with an eye out for good tension and proper emulsion coating. Screen-printing is a mechanical process and the screen is one of the keystones to the entire operation. So many shops staff the screen room with their worst employees. I’ve never understood that. We all know that the worst job in the entire building is in the reclaim room. It’s like doing the dishes forever. However, if your screen room staff is clean, neat, organized and methodical in their approach to ensuring your screens are perfectly ready for printing you just solved half of the most common problems in printing. I can’t emphasize this enough. This work can’t be seen as punishment in your shop, and needs to be elevated as an important and respectful job. Want quality printing? It all starts here. Want to make the lives of your employees better? Automate as much of these steps as possible. If you are doing any sort of volume, this pays dividends in lower costs, happier employees, better quality screens, and problems solved.
Look to your tension for your screens. Measure and keep track. At a minimum, somewhere between 20 and 25 Newton’s is your baseline. Lower tensioned screens means you need to place more pressure on the squeegee to get the ink to clear, and this can affect your deposit – which ultimately can affect the ink hue in the image.
Also, make sure your screen coating is standardized as much as possible to get consistent Emulsion Over Mesh (EOM). The more emulsion you coat the screens with, the deeper the channel you will create when you image the screen and ultimately the more ink you can deposit onto the substrate. If you can afford it, get an auto coater so this task is standardized and every screen is made exactly the same. Want to learn more? This article by Rick Davis in Impressions is really good and describes the process for building and the importance of a great screen room perfectly. Read it here.
Build your art files correctly. How will your art file make the Pantone color choice look wrong? Easy. Think about the choices you make when creating the file. Let’s say you are printing a bright PMS 186 red on a black shirt. With an underbase it looks red. Without an underbase it will appear maroon. You can easily have a gradient underbase of white from 100% to 0% under a solid block of PMS 186, and the actual print will appear to fade from red to maroon to black. However, this won’t work for all colors as in the same example, if we use a crisp light blue PMS 297 on a yellow t-shirt, the color block will fade from light blue to ultimately a greenish color, as the light blue may not have enough opacity or contrast to block out the yellow of the shirt totally.
Seasoned veteran artists will know this, but not all art files are created by people that know what they are doing. Have you ever had to edit an art file because of a color challenge on press that was created in the artwork? I’ll bet you have. This can be tweaked before it hits your shop floor if you know what to check for in the art. Don’t just separate the file like a mindless robot. Go through it and look for problems with a quality control step in your art department. A crack art staff can solve a huge amount of production issues if they know what they are doing. If your artist says “Hey, that’s what they sent in!” with a dumb smirk on their face, then they need to reexamine their quality control processes before they sep another job.
What’s the deal with the underbase? First, it doesn’t always have to be white. You can use other colors, even one that’s in the design somewhere else. It all really depends on the color selection for the job. After white, the most common underbase color is a gray. For example, a white underbase can sometimes make a red color like PMS 202 look pinkish. If you use a gray like PMS 428, you may get a better result. But let’s say you have a PMS 109 on the art too. That underbase gray might affect the yellow, so it appears a tad green. Maybe a tan underbase is the answer then. This is where your note taking can pay off as you can create your own reference guide for colors that work for you. It’s 100% ok to experiment and find the solution that works for you. Don’t take my word for it.
For darker colors you probably don’t need an underbase when printing on colored shirts. However, that isn’t always the case as the darker the shirt color the more of an impact an underbase can have in keeping your Pantone colors true on the final print. Do you need an underbase for a royal PMS 286 on a heather shirt? Probably not, but we’ve seen art come in that specifies it. What about a black shirt? Most definitely. How will the underbase affect the final color match for the PMS 286? If the ink was mixed correctly, only the opacity of the ink.
Next up, Squeegees. After the importance of a properly tensioned screen, the next biggest factor in printing is always going to be the squeegee. This is because how the squeegee is used with the screen directly affects the performance of the ink. Downward squeegee pressure, the hardness of the squeegee, and even the angle of the squeegee blade can all influence how an ink color will print on a shirt. A harder squeegee will lay down less ink than a softer one. Usually, if there is some sort of color challenge on press and the hue is a little light, changing the squeegee to a softer rubber can help lay down more ink and nudge the opacity of the ink deposit enough so that you can arrive at your color target. Most shops can’t afford to have an entire line up of different durometer squeegees, so they just go with a few variations. Pick the ones that you feel comfortable with, and will have the best results for the print applications you handle normally. Again, take notes…especially on samples for clients.
Print Order. There are many theories on print order when it comes to screen-printing. Some printers will set up according to the percentage of ink going down, while others will always set up light to dark. There are also reasons to set up according to how the artist separates the image, as maybe there are halftones that have to print over another color for example. Occasionally a color will lighten up during printing because it is getting “stepped on” by the other colors during the print run and the wet ink is transferring to the back of the screen of other colors in the sequence. This detrimental effect can be stopped by flash curing the color in question after printing it, or moving the screen in the print order.
Don’t be afraid to move some screens around in the print order if you feel that something might work. Before you break down the screen and reposition, just run a test and print them with the new order idea as a test to see if you get the results you want. If it doesn’t work, you haven’t lost anything. Also, especially for jobs with a lot of colors, just print a few screens to see what the affect the change will have on the colors in question. Will the halftone work or cover correctly? Will that little detail show up?
On press color challenge checklist. When you have a problem on press with color matching, here’s a quick checklist you can use to help narrow down the reason, and determine how to resolve the issue quickly. Remember, regardless of what is in the bucket, the ink must match the Pantone book at the end of the dryer. Whatever you do, make sure you take notes and record what happens in a log book or your system so you can replicate the job again for a reorder.
- Double check that you have the right ink color. More than once I’ve seen the wrong bucket pulled as someone is having a dyslexic moment.
- Make sure you are reviewing the ink color with a newer Pantone book and with a neutral light source. Both are critical.
- I hate to write this, but as I’ve run into this several times in my career I feel obligated to do so, you absolutely cannot match any printed ink color to your computer monitor or a color paper print out. You know better…right?
- Always only change one thing at a time. For example, don’t change a squeegee and the print order at the same time. Do one, then the other. Maybe your first change solves the problem. Test after each change and see what happens.
- If the color problem is due to printing over an underbase, the ink will often be a little lighter in color if there’s an opacity issue with the ink. With a white underbase, this makes the ink appear to be a tint. Getting more ink down onto the shirt can solve this usually. Try a softer squeegee or double stroking the color.
- If changing your underbase won’t affect other colors in the print run, consider switching from a white to a gray or another color that won’t influence the problem color as much.
- If you mix your own colors, or have access to ink additives, sometimes using a high opacity base or a similar product can help the situation. Talk to your ink rep and have them educate you on the line up they offer.
- Don’t be fooled by any influence that the surrounding fabric of the shirt can play on how a color appears. Sometimes you might try folding the shirt so the shirt fabric isn’t visible and you are only looking at the printed color next to the Pantone book. This is a good double check when the shirt color is really bold, or if you are an old guy like me that has to wear glasses now.
- Screens matter. If it looks like you need a new one, pull that trigger early. That’s going to take some time to come out of the screen room, get set back up and registered.
- If you start doctoring up an ink bucket beware. It is extremely easy to start adding pigments or white or black to “make” the color right. Sometimes this works, sometimes it doesn’t. If you are going this route add very small amounts at a time and completely mix the bucket. Make sure you relabel the bucket too, as a precaution for the next job. Also know that the more you screw around with this, the less likely you will be to ever replicate the ink a year from now on a reorder if you run out.
- When all else fails contact your ink manufacturer and let them know what’s going on. They sometimes can help with a suggestion or new formula. Steve Hedge at Wilflex has saved the day a few times over the years for me. They are uber responsive.
- Stay calm. Usually these problems happen when something is due, the client is standing there during a press check, it’s a critical client, new art or some other intense problem. There are a lot of variables that can throw off the final printed color match, and a good number of them don’t come from the ink bucket. Think it through and don’t be afraid to ask for help if you need it.



8 comments
Lauren
Wonderful tips on Pantone color matching! Peter also brings up a great point about dealing with people who might be color blind. Thanks for sharing.
Juhl, Peter (WID)
Hi Marshall,
Many thanks for mentioning Wilflex and Steve Hedge. It is much appreciated!
I enjoy reading your posts, keep them coming ?
Best regards
Peter
Peter M. Juhl
Senior Industry Manager – Global, Specialty Inks and Polymer Systems
PolyOne Corporation UK Ltd.
Mobile: +44 (0) 7785 244 098
Main Office: +44 (0) 151 547 6051
Direct Line: +44 (0) 151 547 6052
Web: http://www.polyone.com
PolyOne Corporation is a global leader in innovative polymer materials, services and solutions.
Units 9 – 11, Unity Grove, Knowsley Business Park, Knowsley, Merseyside, L34 9GT, United Kingdom
Rick Roth
We have found that a place with both indirect sunlight and fluorescent light is best for viewing. If matching color a good trick is to put the shirt and the pantone book in the photo and then take the photo at an angle so you don’t get so much reflection. This sounds crazy, but I also find that if the color of the pantone book and the shirt color look identical when you squint, that is close enough. When lots of money is at stake, better get a signed shirt from the customer first.
Rick Roth
I’m not a big fan of light boxes, your customers usually don’t have them. They end up being like contracts written by lawyers, only good for when you are fighting, not good to use on friends and customers you want to keep. The shirt has look good in the type of light it will be viewed in, which is not in a light box.
atkinsontshirt
True – but how do you know where the shirt will ultimately be viewed in? What do you do when the color looks different out in the shop, in the office or out on the sidewalk. Better to try to find one standard that works, and that’s using as neutral a light source as you can get.
Peter Walsh
Marshall: I must have had a pre-Senior Sunday moment because I forgot to comment about contacting your ink vendors. All of the major ink manufacturers take color seriously and have experts on staff developing and improving color systems, and available to support customers with existing systems.
I wouldn’t make reaching out a last resort, especially if faced with a challenging color target. I also second the comments about the incredible knowledge and support provided by Steve Hedge at PolyOne Wilflex. That guy is a walking encyclopedia on inks used in the garment screen-printing process and is always ready to help out a printer in need.
Peter Walsh
Marshall: Thanks for another great read, and for focusing attention on a significant challenge for many garment textile screen printers. I support all comments that you made especially the need for up to date Pantone Books and Neutral Lighting for comparing color, and the importance of being aware of the impact of back-ground color from the garment has on perceived color.
One important issue that you didn’t mention is the importance of confirming that the person or people who specify, match, or approve color standards are capable of seeing color. A quick Google of the question; “what percent of American males are color blind?” will get you a bunch of information that approximately 1 in 12 men (8%) and 1 in 200 women (0.5%) are color blind.
At the Nazdar Company we test our color matchers, ink formulators and many of the Tech Service Specialist with the Munsell Color Test System to determine the persons ability to distinguish differences in color hue. The people who fail this test are sent over to the Nazdar SourceOne Division to try and sell equipment, inks and supplies to screen printers 🙂
Back to being serious there’s a lot of information about the Munsell test available on the web, and there’s also a really cool online test from X-Rite that works well with *Color Correct Monitors. See link; http://www.xrite.com/online-color-test-challenge ,
*Note: *Color Correct Monitors??/ H’mmm might be a topic for another Atkinson Shirt Blog
atkinsontshirt
Peter you are hilarious as always. Yes you are right about people not being able to accurately matching color with their own eyes. It would be a hard sell though to suggest to a client that they are color blind! -M